The following are some of the highlights of the TIP process:
● TIP has been in commercial operation since 1975
● UOP manufacturers both the zeolite isomerisation catalyst and the IsoSiv Grade Molecular Sieve adsorbent.
● UOP”s zeolite catalyst will tolerate sulfur and/or water upsets, the effects of which are usually reversible, either with time or by in situ regeneration (which minimises any down time).
● The expected life of the catalyst and adsorbent is 10 years or more.
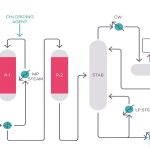
● The combination of zeolite isomerisation and IsoSiv molecular separation is possible because each station has similar operating conditions of temperature, pressure and environment. This eliminates the need for a second compressor, intermediate stabilisation and the costs associated with cooling, purifying and reheating the recylce normal paraffins.
● TIP and IsoSiv separation permits maximum flexibility in changing the C5/C6 ratio and iso/normal ratio of the feed.
Isomerization Conclusions
Nowadays many refiners are looking into the isomerisation processes to add potential extra value and complimentary to the platforming process. Directly both the platforming and isomerisation process work hand in hand in several ways. C5 paraffins tend to crack away in the platformer, but give high upgrading in the isomerisation unit. C6 components convert nicely to benzene in the platformer, but nowadays the specs on aromatics and benzene are tightening, which makes conversion of these components to C6 isomers preferred. Furthermore, benzene is hydrogenated in the isomerisation unit. By adjusting the cutpoint between the light and heavy naphtha, i.e. the cutpoint between the feed to the isomerisation feed and the platformer feed, the refiner has the flexibility to control the benzene content of its gasoline pool.