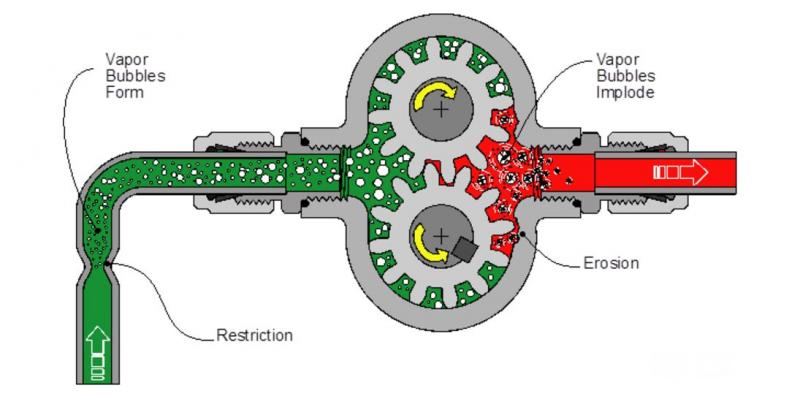
You have to identify the issue due to which the cavitation is occurring. Additionally, one must distinguish the difference between issues like recirculation, air entrainment, and cavitation.
When you know the real problem, you can solve it.
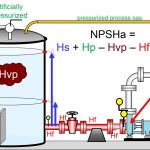
The objective was to increase the NPSH or say, the net pressure in the suction line, so that the formation of bubbles can be avoided or look at this way, to reduce the temperature from the bubble point to a subcooled temperature, and then you win.
1. The problem could have been solved by increasing the pressure in the suction line by raising the liquid level in the tank, but it wouldn’t have solved the issue for us as the level was already above the operating point.
2. Partly closing the back pressure control valve wouldn’t have helped as either, as it would increase the pressure in a drum, that implies more lighter component in the suction line, consequentially, increasing the vapor pressure of the suction line; resultant net zero increase in NPSH A.
Then how did you solved the issue of pump cavitation?
You ask me not. Due to the starting NPSH, the total requirement of NPSH was slightly more than the usual NPSH A. Once the pump starts running, this additional requirement of NPSH would not be a problem.
● I reduced the temperature of the suction line by tearing off the insulation of the suction line, which reduced the temperature below the bubble point to a subcooled level, luckily, mind it, it was anyway an input to a cooler at the discharge of the pump.
● Additionally, you must know that the more quickly the operator opens the discharge line; the more will be this starting NPSH, and so asked the operator to open discharge valve slowly as that helped in keeping starting NPSH as minimum as possible.